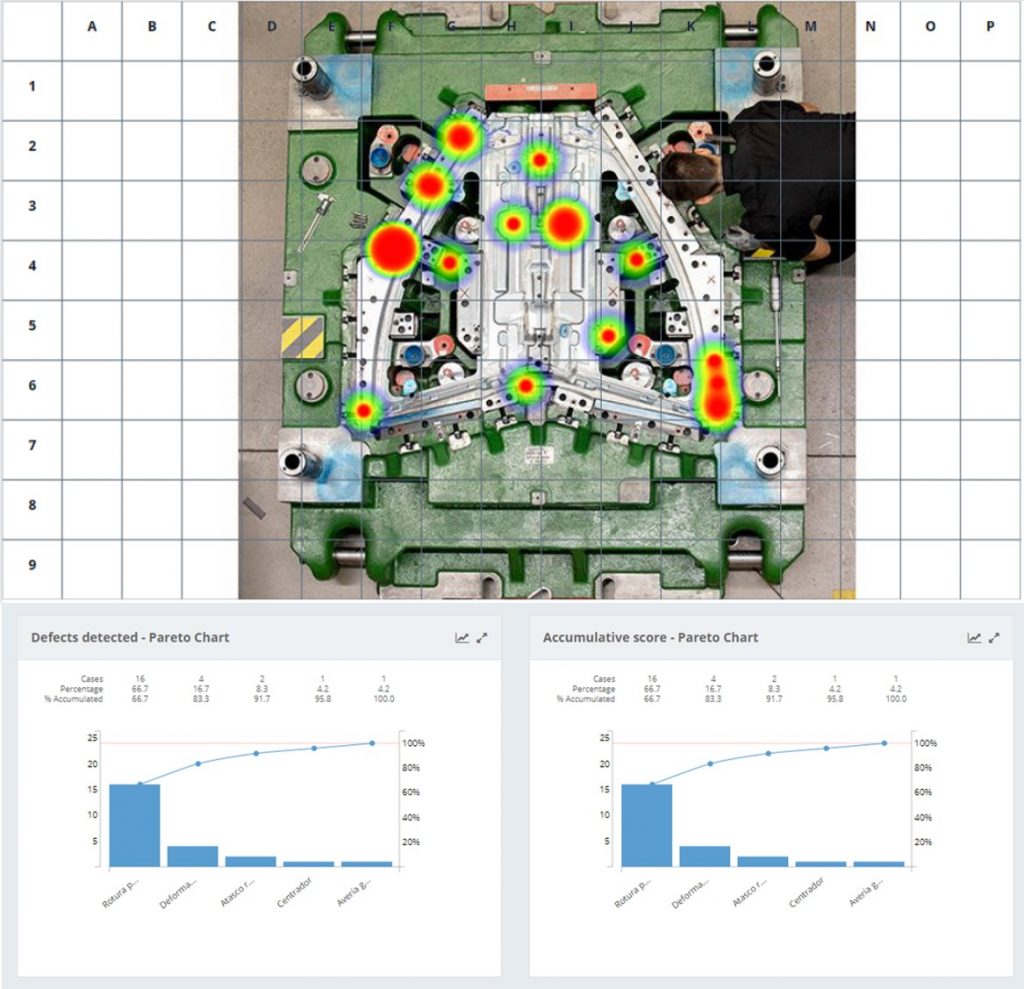
Mantenimiento de moldes y matrices con el mapa de defectos
Mantenimiento de moldes y matrices con el mapa de defectos de Kapture.io ya es posible. Mediante la aplicación de Kapture.IO […]
Mantenimiento de moldes y matrices con el mapa de defectos de Kapture.io ya es posible. Mediante la aplicación de Kapture.IO […]

“Me acaba de llamar el Jefe de Planta porque tenemos la producción parada. El último lote de piezas de Tailandia

Enlazando con nuestro anterior artículo Utiles de control automatizados 4.0 seguimos mostrando más ejemplos similares. Los sensores láser son una
La tendencia en Control de Calidad dimensional, que pasa por los útiles automatizados, avanza hacia el control in-line. Hay una
El software Captor-S estrena nueva interface de captura de datos gráfica. Pensamos que los útiles de control para las fábricas

Actualmente hay tres aspectos que están modificando las tendencias en el diseño de útiles de control dimensional y que vienen
A continuación os mostramos tres útiles de control para la pieza «crashbox» que es un refuerzo interior hubicado en la
En este vídeo, publicado recientemente por la empresa turca ZEYMAN, podemos ver el funcionamiento de un útil de control para
Hemos actualizado recientemente nuestra galería de fotos de FlickR con algunas de nuestras últimas entregas. Podéis seguir las últimas noticias
La nueva version de CATIA V6 incorpora el modulo de Natural Sketch que ha sido desarrollado pensando en diseñadores y