Que diferencia existe entre calibre, útil de control o galga?
No hay absolutamente ninguna diferencia entre estos tres términos. Todos tienen el mismo significado aunque los clientes tengan preferencias por un término u otro. Se pueden utilizar tanto para elementos de control simples «Pasa/No Pasa» o para complejos sistema de fijación con todo tipo de controles. Algunos clientes denominan también a estos ùltimos «maqueta de control».
Que es un presentador o posicionador?
Como su nombre indica, un presentador es un elemento de fijación que nos permite posicionar una pieza alineándola por sus isostatismos, en la tridimensional (CMM). A diferencia de un calibre, que también fija la pieza del mismo modo, no dispone de ningún tipo de control que nos dé información de la pieza y permiten el cómodo acceso de los palpadores a todas las zonas que deban medirse.
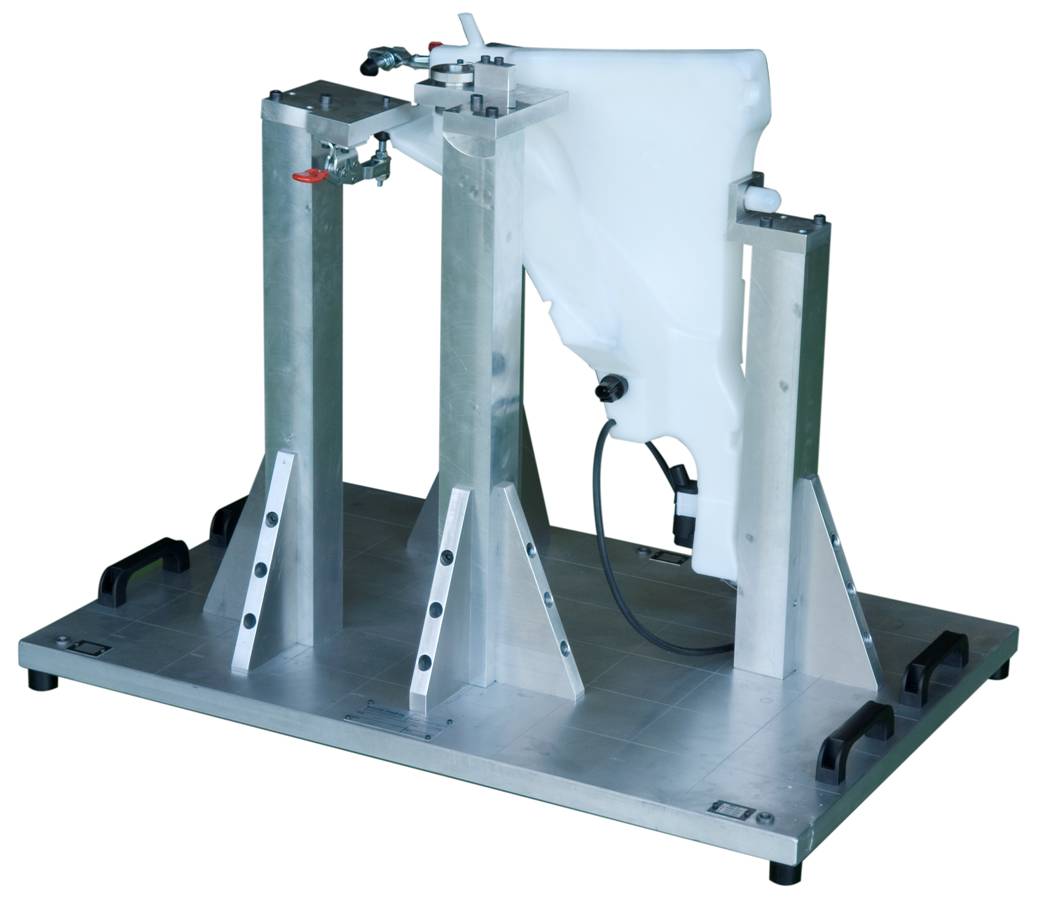
En esta fotografía podemos ver un posicionador que sujeta un depósito de plástico soplado en coordenadas vehículo para que pueda ser medido en la tridimensional. Al representar la fijaciones, tiene una cierta función de calibre en estas zonas.
Que es un útil de control dimensional?
Conjunto mecánico para la verificación dimensional de las piezas fabricadas en serie, con el objetivo de que realice los mismos controles repetitivos sobre conjuntos de piezas que han sido alineadas exactamente del mismo modo, independientemente de la persona que mida. Los calibres de control son muy utilizados en los sectores industriales del automóvil, electrodomésticos, ferroviario, aeronáutica, farmaceutico, etc., por parte de los fabricantes de piezas y componentes. También son denominados galga o útil de control y están diseñados para verificar una pieza determinada.

El calibre de esta fotografía, está diseñado para controlar la pieza «vierteaguas» que esta situada justo delante del cristal delantero de un vehículo, que es fabricada en plástico. Aqui representamos todas la fijaciones de la pieza al vehículo, simulando los tornillos con palancas de apriete y representamos también el contorno de la pieza para poder controlar con galgas P/NP el enrase y el offset. Este calibre nos permite inclusive posicionar un cristal delantero real para analizar el acople de éste con el vierteaguas. Al ser un calibre de una pieza de gran tamaño (1.200mm de longitud) es muy pesado (200Kg) y requiere ser fabricado sobre una base de fundición y un carro de transporte.
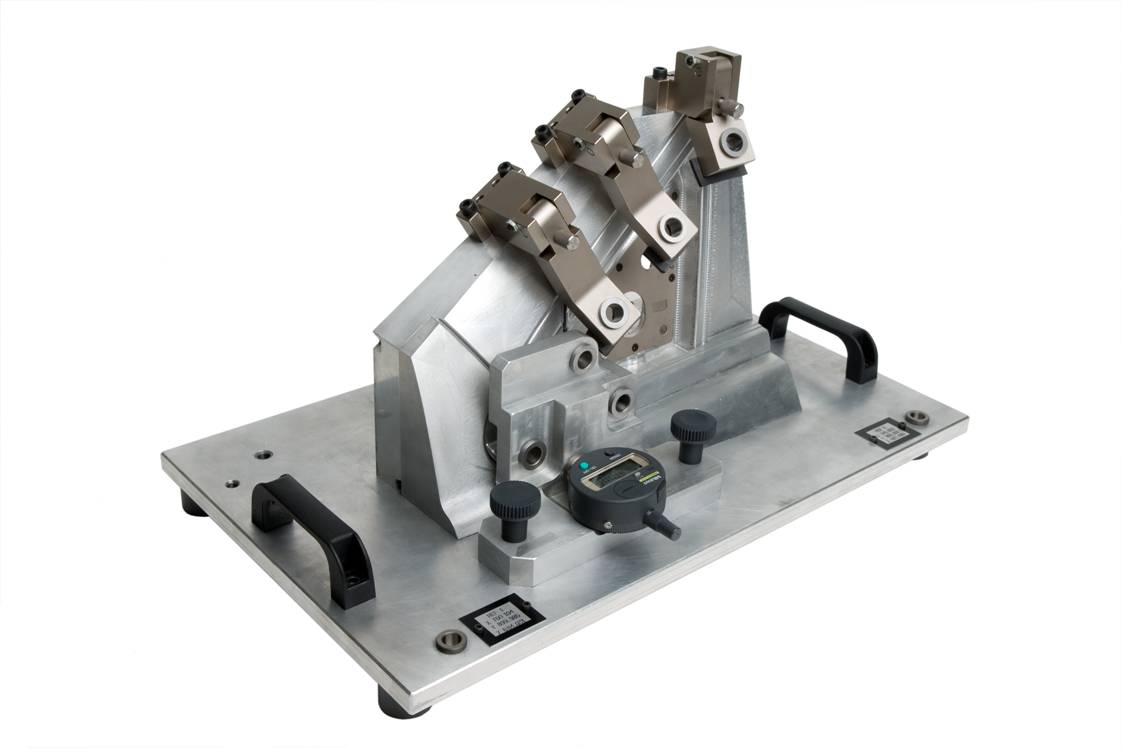
El calibre de esta segunda fotografía, es un cubing que representa la zona de la puerta de un coche en donde va a ir alojado el espejo retrovisor. Los brazos abatibles con un casquillo en su extremos nos permitirán medir puntos con un reloj comparador y de este modo tendremos datos para analizar el enrase de la pieza con la chapa del coche. En este tipo de calibres deberemos representar la chapa del vehículo en las zonas de fijación, con sus espesores reales, e incorporar llave dinamométrica o los utensilios necesarios para fijar el espejo retrovisor con las mismas condiciones que debería hacerse en la cadena de producción. En ocasiones es necesario incorporar gomas reales o prototipo para que se produzca el comportamiento idéntico al del vehículo.
Pingback: Measure Control » FAQ - Nueva sección