En el mundo industrial se supone que la mayoría de procesos se comportan con resultados que se distribuyen según la ley de normal o de Gauss y en ello se basan todos los cálculos del SPC de tanta utilidad para conocer la idoneidad de un proceso.
Parece interesante, por tanto, conocer si nuestro proceso sigue una ley normal y, en consecuencia, aplicarle no sólo los conocidos cálculos de Cp, Cpk, Pp, Ppk, etc., sino también valorar en su justa medida las diferencias encontradas de estos valores con los objetivos de 1, 1.33 ó 1.67.
Una forma rápida de confirmar cuanto de “normal” tiene nuestra distribución de resultados es consultar los valores de asimetría y curtosis que aparecen en cualquier programa estadístico de los que se dispone en el mercado. Estos conceptos los podemos resumir así:
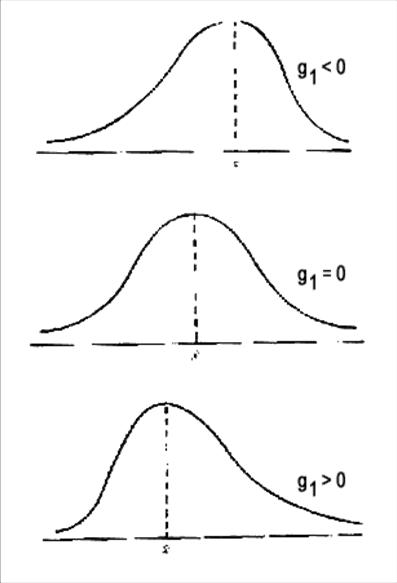
- Asimetría: Es el grado de agrupación de valores alrededor de la media. Su expresión matemática es:

Fuente: http://www.eumed.net/cursecon/dic/oc/asifisher.htm
Un valor positivo significa una acumulación de medidas superior a la media y un valor negativo que la acumulación es inferior. El valor cero indica una simetría perfecta.
- Curtosis: Es el grado de picuda o aplanada que presenta una distribución de datos. Su expresión matemática es:


Fuente: http://www.spssfree.com/spss/analisis3.html
Los valores positivos indican una distribución picuda (leptocurtosis) y valores negativos una distribución aplanada (platicurtosis). El valor cero indicaría una distribución idéntica a la normal.
Es de aceptación general que unos valores de s = ± 0,5 y de k = ± 1,5 pueden considerar a la distribución como normal y, por tanto, se pueden aplicar sin ninguna restricción los cálculos del SPC. Incluso valores muy positivos de k penalizan los resultados ya que significa que los valores están muy concentrados alrededor de la media. Cualquiera de los otros casos nos lleva a plantearnos si no estamos ante una distribución que se ajusta a otra ley que no es la normal (p.e. logarítmico-normal, binomial, etc) con lo que habría que utilizar otras fórmulas para conocer los porcentajes de defectos.
Por favor, confirmenme si en la expresion de curtosis, el (n-1) del segundo termino va al cuadrado. En uno de mis libros no aparece al cuadrado. Gracias.
Estimado David,
Como bien comentas existen esos problemas al usar los indices de capacidad «tradicionales», sin embargo existen esfuerzos importantes como el q-yield, otros mucho más complejos y una propuesta del Dr. Dominguez y un servidor…
Si gustas trabajamos en ella se trata de emplear la Expansión Cornish Fisher.
Saludos, Juan
Por favor alguien me puede ayudar con este problema: La vida útil de cierto tipo de bujías para motores de cierto tipo de maquinaria utilizada se distribuye normalmente. Se sabe que el 94.5% de la producción, fueron cambiadas a los 234,432 minutos de uso que y que tan solo el 0.1% trabjó sin problema algluno 251,481.6 minutos a más. con esta información determine los límites minimo, medio y máximo de la vida útil de las bujías.
Muchisimas gracias,
primero tienes que saber cuanto es el .1% a partir de ese uno por ciento lo restas a la cantidad total luego lo divides entre dos y ya tienes tu media y al total neto promediado de los dos totales le pones mas menos .5 agregando desviacion estandar