Seguimos recibiendo planos 2D como el que vemos a continuación para la preparación de presupuestos para útiles de control. ¿Cuál es el problema de este plano 2D? No tiene ni puntos de isostatismo, ni tolerancias, y sus proyectistas creen que la tolerancia general del plano ya servirá para definir las especificaciones de control de su útil de medición.
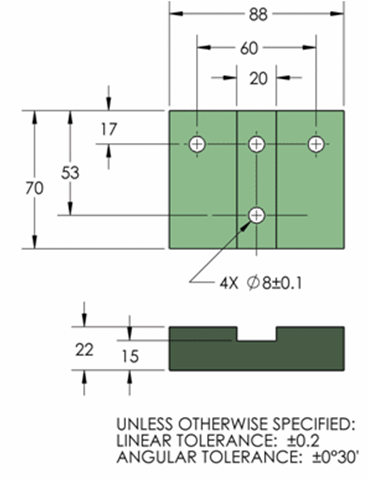
Con un plano así, no sabemos por dónde fijar la pieza, ni cómo fijarla, dónde están los orígenes de las mediciones y tampoco sabemos cuáles son las características críticas que deben ser controladas por el útil de control.
Aparte de que preparar un presupuesto para un calibre se hace muy difícil si no tenemos indicaciones claras de lo que debe ser controlado, diseñar y fabricar un calibre funcional y útil sin esta información es imposible: podría resultar en un calibre fijando la pieza de una manera diferente de su entorno vehículo, y con controles que posiblemente no sean relevantes, dejando de lado las características que aseguraran el correcto montaje de la pieza en el vehículo.
Indicar isostatismos y tolerancias en un plano se puede hacer en unos pocos clics con los softwares de diseño disponibles ahora en el mercado. No cuesta nada indicarlos, y os puede evitar muchas complicaciones a la hora de fabricar y controlar esta pieza.
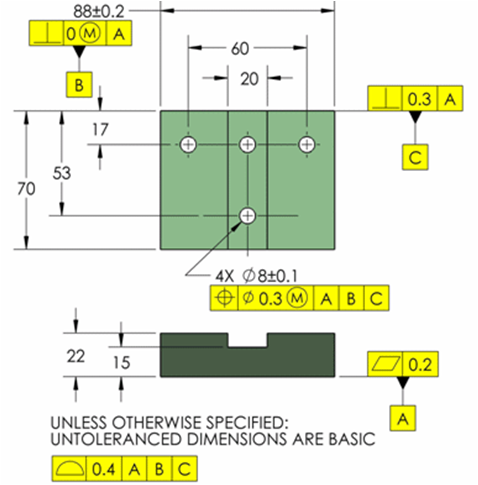
Así que no lo olvidéis: si un plano 2D no tiene puntos de isostatismo ni tolerancias, no le será más útil para producir y controlar su pieza que una viñeta de comic…
Buenos días,
estoy de acuerdo con lo expuesto en el artículo, pero creo que tambien cabe mencionar que dependiendo del tipo de pieza, su uso o montaje puede ser que no sean necesarias tantas indicaciones.
Pienso que cada proyectista tiene que acotar un poco teniendo en cuenta lo que antes mencionaba.
Lo que si que creo es que las anotaciones referentes a tolerancias indicadas en los cajetines de las empresas, no se utilizan practicamente para nada son simplemente «decorativas».
LO UTILIZAN USTEDES???
Entiendo que en su caso necesiten las tolerancias e isostatismos que solicitan, pero tamboen depende mucho del nivel del proyectista.
saludos
Lamentablemente es cierto esto que comentas Gladys. Y no solo a la hora de fabricar cualquier útil de control, a la hora de verificarlo también sucede lo mismo.
Nos encotramos con planos que a la hora de verificar las piezas no sabemos por donde agarrarlas. Al problema inicial de hacer malabares para controlar la pieza de cualquier manera porque el cliente no tiene un plano 2D acotado, hay que sumarle los problemas posteriores de falta de criterio dimensional, es decir, nos hemos encontrado con casos en los que se han verificado piezas en la tridimensional y a la de una semana te llama el cliente diciendo que le has medido mal, que ha verificado la distancia entre agujeros con el gramil y que no da lo que aparece en el informe. ¿Y que haces cuando un cliente te plantea semejante barbaridad?
Es decir, bajo mi punto de vista no solo se deberían de acotar tolerancias dimensionales y geométricas en el plano, se deberían de cerrar también los equipos e instrumentos que se deben utilizar para dichas mediciones.
Y sin plano acotado, tolerado y definidas las herramientas o equipos de medición a utilizar así como los criterios de donde palpar, como palpar, etc etc.. no se debería de hacer ningún trabajo. El plano al fin y al cabo es el contrato, y nadie firma una hipoteca sin leer por lo menos los intereses que va a pagar y durante cuanto tiempo.
Es mi humilde opinión.
Estoy de acuerdo con Emili, no siempre hace falta poner tantas indicaciones, sobre todo cuando uno no dispone de tanto tiempo para dedicarle al estudio de una pieza, además hay veces que se pasan por alto alguna indicación, ya sea por inexperiencia del proyectista o porque el revisor no lo advirtió, en esos casos es bueno usar las tolerancias generales del plano, hay un gran porcentaje de piezas en un conjunto que pueden fabricarse solo con las tolerancias generales.
Fede, cuando hablamos de piezas que uno mismo las diseña y las fabrica es totalmente válido el planteamiento que haces. Se puede simplificar mucho la acotación.
Pero cuando haces un diseño de una pieza que forma parte de un conjunto con multitud de piezas y que las tienen que fabricar varias empresas distintas, entonces es imprescindible que las acotaciones se traten con rigor para evitar problemas de montabilidad, acumulación de tolerancias, etc….
Xavier, totalmente de acuerdo contigo, hay que basarse en el buen criterio y la experiencia.
Siguiendo el tema, me gustaría hacer una consulta.
En la compañía para la que trabajo se están fabricando piezas de materiales compuestos que llevan piezas mecanizadas pegadas y todo esto debe ser mecanizado finalmente para darle la forma final.
Al ser piezas para componentes aeroespaciales, son de nivel de calidad «A», lo que nos obliga a controlar el 100% de las cotas al 100% de las piezas, lo que hace del trabajo de metrología una obra zasi faraónica.
Por ejemplo, un plano que tiene unas 15 cotas de las cuales para mi son realmente importantes 3 ó 4, como ser un tornillo Allen DIN 912, donde a mi me interesa realmente el Ø máximo, la rosca, el Ø de la cabeza y el largo total. La altura de la cabeza o la profundidad del hexágono no me preocupan.
Por eso pensaba en identificar la cotas que me interesan para que la gente de metrología la mida obligadamente y el resto solo al 50% o al 20% de las piezas.
Las preguntas son:
Conviene numerar secuencialmente las cotas o solo con una letra/simbolo alcanzaría?
Existe alguna norma que contemple este tema?
Puedo publicar la duda en el Blog?
Espero no molestar con mi consulta y espero podamos resolver la incógnita!
Saludos Cordiales!
Hombre, si el requerimiento de cliente es control 100% a todas y cada una de las piezas, yo no me arriesgaría a no hacerlo, con una única pieza fuera de medida que detecte el cliente puedes tener un grave problema, y sobre todo si son piezas de Seguridad.
Que yo sepa no existe ninguna Norma que refleje este tipo de aspectos. De todas manetas aunque exista alguna Norma si no está en reflejada en el plano no es válida.
Diferente es que llegues a un «acuerdo» con tu cliente en el que definais que cotas hay que controlar y como medirlas. Eso si, intenta que tu cliente lo refleje debidamente en el Plan de Control del Dossier de Homologación, ya que si no, es como si la decisión solo la hubieras tomado tú, y las repercusiones pueden ser las mismas.
Fede, solo una pequeña anotación. Estais seguro de que debeis revisar 100% de las cotas a 100% de las piezas?. Llevo años trabajando en la industria aeronautica y lo que se suele exigir es garantizar dimensionalmente el 100% de las cotas del 100% de las piezas, y aqui entran en funcionamiento metodos estadisticos de calculo de capacidad, realaciones entre capacidades de proceso y niveles de muestreo aceptables, aceptación de cotas por comparacion con estandares restringidos y un buen numero de herramientas para sacar de los utillajes de control y la CMM el mayor numero posible de cotas. Tenlo en cuenta, aunque por favor, no me robes los clientes 🙂
Estoy de acuerdo con GLADYS un plano sin Referencias y sin tolerancias geométricas no podrá emplearse para fabricar piezas de calidad, sobre lo que comenta Jorge de Castro decir que en las nuevas normativas de ISO ya se comtempla la especificación de parámetros como número mínimo de puntos y el empleo de filtros que si bien no dice el instrumento por nombre y apellido si da unos requisitos mínimos a cumplir para poder medir ciertos parámetros de la pieza.